
Cómo la optimización del proceso de la máquina de soldadura a tope manual de láminas de plástico mejoró significativamente la calidad de la soldadura: un caso real de un cliente francés
Recientemente, Weissenberg entregó una soldadora a tope manual RPH1500M para láminas de plástico a un cliente en Francia. El cliente tuvo comentarios positivos sobre el equipo. Sin embargo, durante el uso inicial, informó que los resultados de soldadura en un proyecto de torre de desodorización no fueron satisfactorios y solicitó activamente nuestro soporte técnico. Pregunta del cliente Respondimos de inmediato iniciando un proceso de soporte técnico, analizando las posibles causas y, basándonos en el material y las condiciones de operación del cliente, desarrollamos un conjunto de parámetros de soldadura optimizados basados en la norma DVS 2207 y en condiciones reales de trabajo. Tras el ajuste, el cliente notó una mejora significativa en el rendimiento de la soldadura. Estándar DVS2207 Características y desafíos del equipo Análisis de problemas comunes (basado en comentarios de clientes y criterio práctico) 1️⃣ Apertura inadecuada del cordón Soldaduras en frío: las láminas ablandadas no se unen firmemente, dejando espacios internos. Baja resistencia de la unión: área de contacto insuficiente, propenso a agrietarse bajo tensión. Concentración de tensiones: la formación desigual de cordones provoca tensiones localizadas en los bordes. 2️⃣ Tiempo de calentamiento insuficiente Fusión incompleta: temperatura demasiado baja para la unión molecular. Soldaduras desiguales: la fusión parcial afecta la consistencia y la resistencia de la soldadura. 3️⃣ Tiempo de enfriamiento insuficiente Alta tensión residual: la liberación prematura de la abrazadera provoca rebote y desalineación. Riesgo de agrietamiento tardío: la distribución desigual de la tensión puede provocar fallas durante el uso. 4️⃣ Presión de soldadura insuficiente Soldaduras en frío: una presión inadecuada impide una unión efectiva. Desalineación: una presión desigual o baja provoca el desplazamiento de la soldadura. Concentración de tensiones: un mal contacto en los bordes acorta la vida útil. Solución: Enfoque dual que combina estándares y prácticas Hoja de optimización de parámetros de soldadura Operación Bead-Up 🔹 Tiempo de calentamiento 🔹 Tiempo de enfriamiento Rango estándar: 16–24 minutos (960–1440 segundos) 🔹 Presión de soldadura 📈 Comentarios y resultados de los clientes Este caso real no sólo valida la efectividad de los parámetros optimizados sino que también demuestra la capacidad y responsabilidad de Weissenberg en la orientación sobre aplicaciones de equipos y la atención al cliente. ✅ Conclusión Cada comentario impulsa nuestra mejora y crecimiento continuos. De cara al futuro, seguiremos trabajando codo con codo con nuestros clientes para ofrecer soluciones de soldadura de mayor calidad y eficiencia, y crear conjuntamente conexiones industriales fiables y eficientes. 
El cliente utilizaba una máquina de soldadura a tope manual, donde los pasos clave, como el calentamiento, el recalcado, el prensado y el enfriamiento, se controlan manualmente en cuanto a tiempo y presión. En comparación con las máquinas automatizadas, los equipos manuales requieren mayor habilidad y experiencia del operador, y pequeñas desviaciones pueden afectar la calidad de la soldadura.
Problema: Contacto insuficiente entre las superficies de soldadura, lo que provoca soldaduras frías o uniones débiles.
Problema: La lámina no se ablandó por completo, lo que provocó una mala fusión.
Problema: La tensión interna no se libera, lo que hace que las soldaduras sean propensas a agrietarse o deformarse.
Problema: Las soldaduras no están bien presionadas, lo que genera conexiones débiles.
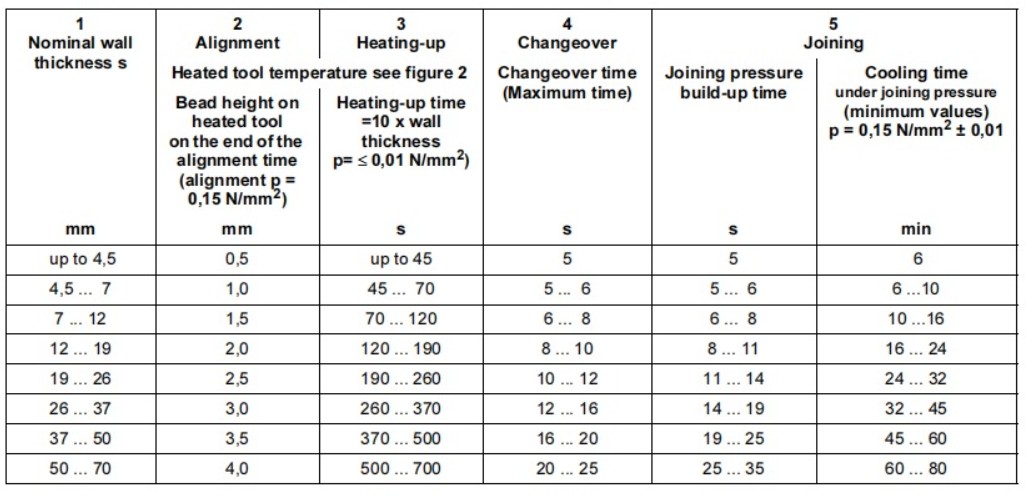
Con base en las especificaciones de la hoja del cliente (material PE100, 1500 mm × 15 mm) y el estándar de soldadura DVS 2207, propusimos las siguientes recomendaciones de optimización del proceso: 
Estándar: La altura de cordón recomendada es de aproximadamente 2 mm para láminas de 15 mm.
Recomendación: Utilice galgas de espesores o plantillas para verificar la calidad del cordón, evitando una altura de cordón insuficiente o desigual.
Fórmula: Tiempo de calentamiento = espesor de la lámina (mm) × 10
Recomendado: 15 mm → 150 segundos
Optimización: se extendió a 151-152 segundos para el material PE100 para garantizar un ablandamiento completo.
Recomendación: Mantenga la presión de sujeción durante el enfriamiento; evite la liberación prematura de la abrazadera para liberar completamente la tensión.
Fórmula: (Longitud × Grosor × 0,15 ÷ 785) + 0,7 (kg/cm²)
Calculado: 1500 × 15 → aproximadamente 5,0 kg/cm²
Recomendación: Calibre el manómetro antes de soldar y monitoree continuamente la presión durante la operación.
Tras adoptar nuestros parámetros recomendados, el cliente reportó una calidad de soldadura significativamente mejorada, con soldaduras suaves, resistentes y estables. Expresó su gran satisfacción con los resultados y elogió ampliamente nuestro soporte técnico y servicio profesional.
En Weissenberg, siempre nos adherimos al principio de "orientado al cliente, basado en estándares y probado en la práctica" para brindar a cada cliente soporte técnico práctico y procesos de soldadura continuamente optimizados.

